别再等待了,仅仅一分钟,就能通过我们的【义乌】【本地】塑料闸门,【球墨铸铁闸门】常年供应产品视频探索到无数令人心动的细节和亮点。
以下是:【义乌】【本地】塑料闸门,【球墨铸铁闸门】常年供应的图文介绍



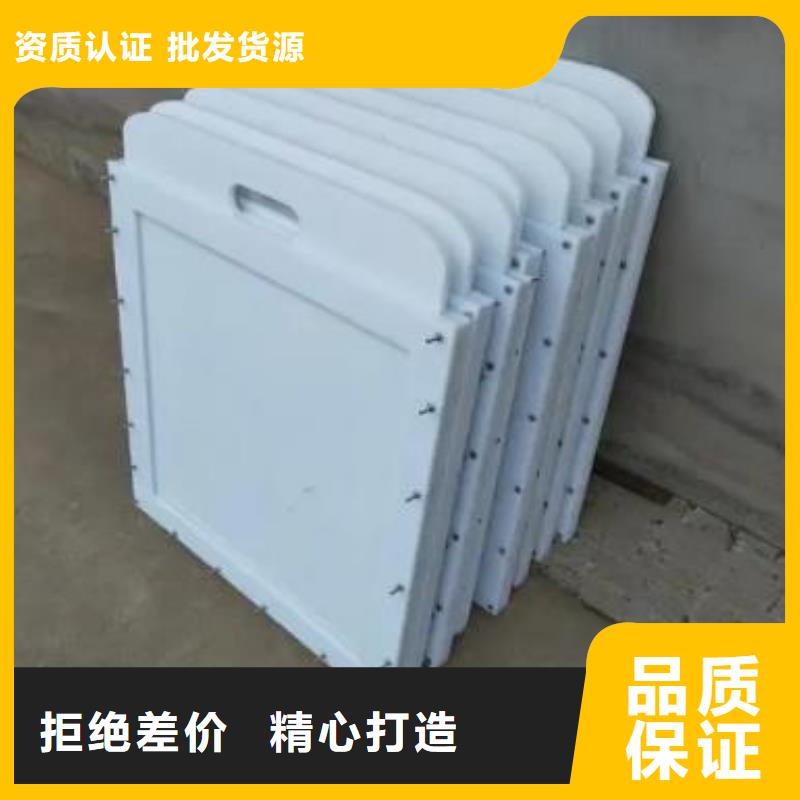
名称 :塑料闸门
材质:高分子复合塑料
生产结构:镂空精雕 拼接 螺栓固定 局部焊接
特点:布置简单,结构紧凑,节省空间;不需要运维费用
新河县欣固水利机械厂 注重研发生产销售:高分子复合材料闸门闸板,关于塑料复合闸门我们有自己的解释:
塑料闸门有以下特点:
布置简单,结构紧凑,节省空间;没有运行维护费用,高分子***材料制作的塑料闸门***能力强,特别适用于污水或海水环境中。对于农田水利集体改造,提升劳动效率有很大的帮助,***应用水利末端 的水渠止水 控水功能,在农业生产 海产养殖 市政污水处理等方面起着很好的作用。



塑料闸门结构的特点能帮助我们更快捷顺利的使用设备,减少工作中的难度。塑料闸门系列卷扬启闭机系列塑料闸门系列钢制闸门系列栏污栅清污机拍门系列橡胶止水带金工具系列钻机土工布复合阀门作者:聚洋水利来源:本站发表时间:0--浏览:次塑料闸门的埋固构件在闸门结构中充当的角色很重要。有主轨,侧轨,反轨止水埋件,护槽,护面等组成。承担着封闭和开启孔口的挡水。在实际作中发挥着夫当关万夫莫开的重要作用。有门叶承重结构。
塑料闸门结构的特点能帮助我们更快捷顺利的使用设备,减少工作中的难度。希望本文章会对客户有所帮助塑料闸门系列卷扬启闭机系列塑料闸门系列钢制闸门系列栏污栅清污机拍门系列橡胶止水带金工具系列钻机土工布复合阀门作者:塑料闸门来源:塑料闸门发表时间:0--浏览:次橡胶止水带必需采取可靠的固定措施,绑扎钢筋和支模时。有主轨,侧轨,反轨止水埋件,护槽,护面等组成。承担着封闭和开启孔口的挡水。在实际作中发挥着夫当关万夫莫开的重要作用。有门叶承重结构。


河畔水利机械厂位于新河县安家庄,公司主要生产 铸铁闸门、。二十多年来,公司一贯坚持以质量树信誉,以创新求发展,努力为各户提供优质的产品,优秀的服务,客户的需求就是公司发展的直接动力。现在我们将以顾客为关注焦点,坚持“以可持续发展为导向,创新求实;以满足客户为永远追求,信誉至上”的企业宗旨,开拓创新,在合作中不断进取,与时俱进,加强改进,开创更加辉煌的明天。公司坚持“质量至上、信誉至上、用户至上”的经营理念,严格按照质量管理体系标准要求组织生产,质量稳定可靠。



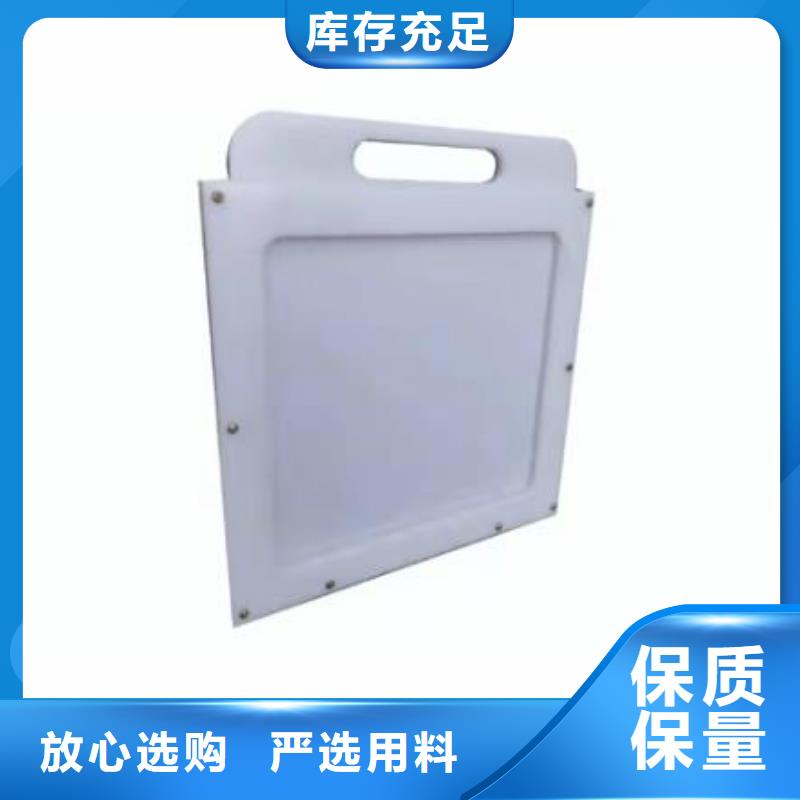
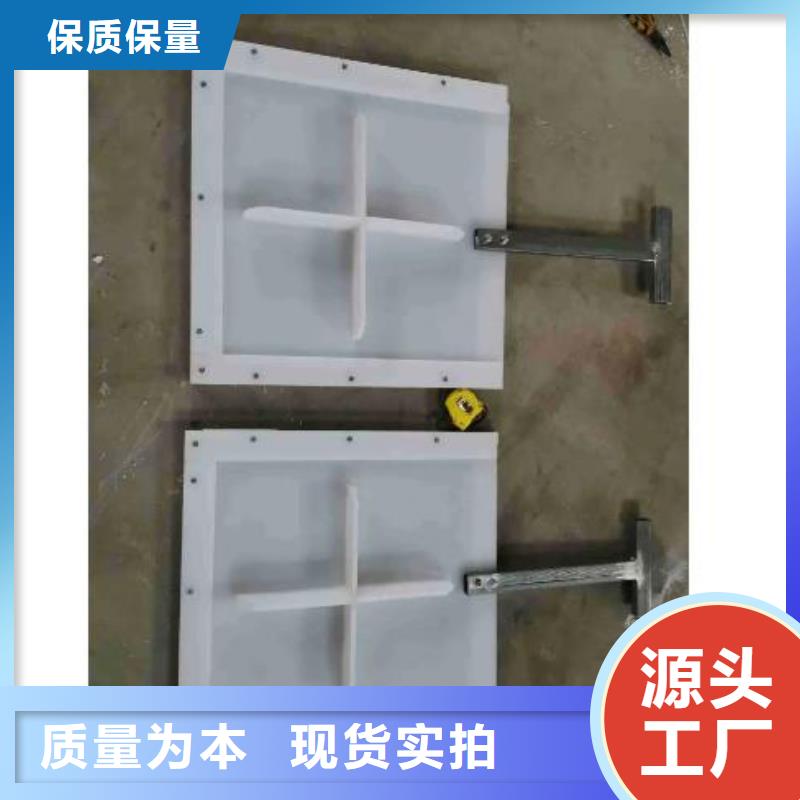
塑料闸门用于农田水渠 鱼塘水沟 水田池口 市政排水管等,闸门可根据出水口做成方口闸门,圆口闸门,可浇筑安装也可壁挂式安装,可做单面套筒闸门,与波纹管水泥管pe、pvc、ppr排水管等各种管道连接,安装在管道出水进水口位置,也可做双面套筒,安装在两个管道中间位置,手动提升插板达到放水止水的目的。塑料闸门安装简单、重量轻,防盗、承压力大、***、抗风化、密封止水效果好,使用寿命长。
塑料闸门用于农田水渠 鱼塘水沟 水田池口 市政排水管等,闸门可根据出水口做成方口闸门,圆口闸门,可浇筑安装也可壁挂式安装,可做单面套筒闸门,与波纹管水泥管pe、pvc、ppr排水管等各种管道连接,安装在管道出水进水口位置,也可做双面套筒,安装在两个管道中间位置,手动提升插板达到放水止水的目的。塑料闸门安装简单、重量轻,防盗、承压力大、***、抗风化、密封止水效果好,使用寿命长。



 扫一扫
扫一扫